
 解決方案 >
解決方案 >
第一部分輸送帶的安裝與試車
解決方案 >
解決方案 >
第一部分輸送帶的安裝與試車

 解決方案 >
解決方案 >
第一部分輸送帶的安裝與試車
解決方案 >
解決方案 >
第一部分輸送帶的安裝與試車
2021-03-31

一)輸送帶的搬運
工廠的包裝是用來在正常的情況下,在車船搬運過程中保護輸送帶,帶子運到時要小心卸貨,不可以從卡車上往下扔,野蠻搬運。
移動帶子的方法是用吊車,起吊時用一根堅固的軸杠穿過帶卷中心,然后用帶有橫梁的鋼索吊具平穩起吊,避免鋼索勒緊損壞輸送帶邊緣,其形式如圖:
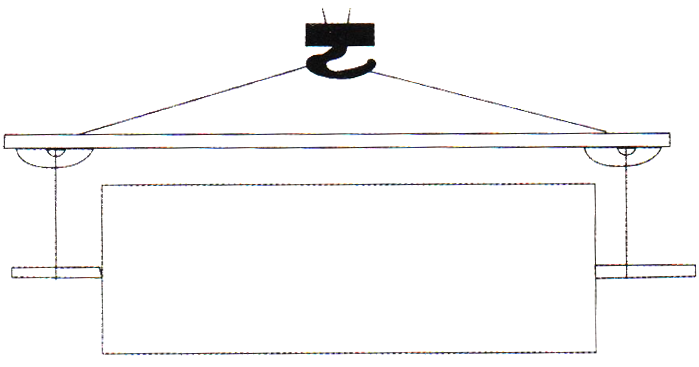
?
卸車時應自由平穩下放觸地,切勿一邊傾斜落地,隨意打開。
盡量不滾動帶卷,如果必須的話,必須按帶子卷取方向滾動,切勿反方向滾動引起帶卷松散,甩套出筒,難以收拾,給下一步工作帶來困難。
也可以把帶卷平放在定位托板上,用叉車升降移動,但要確保叉車叉頭不與帶子本身接觸,這樣移動帶子安全。
(二)輸送帶的貯存
有很多情況,如像大型工程建設或準備維修更換膠帶時.輸送帶都有可能儲存數月甚至數年,這就需要考慮一個良好的儲存條件,以避免各種不利因素的影響
應在干燥、陰暗的地方儲存膠帶,理想的儲存溫度是10~C至20℃,應避免低于
5℃(特別是Pv帶)。如果一定要在露天存放時,則應用防雨蓋布或類似的覆蓋物蓋好輸送帶不宜受陽光直接照曬,不能存放在過濕的地方,也不能存放在使用油、汽油、油漆、酸和化學藥品的地方,不能接觸或靠近有臭氧的物體。
存放時墊上墊板,并塞上安全堵塞,以防意外滾動。不能豎放,因豎放可能造成歪斜,如長期儲存,則應定期轉動,以免內部壓力連續作用于同一點上。
(三)安裝前的準備
輸送帶在安裝之前必須先做檢查,確定輸送帶是否可以使用。同時對輸送機必須做如下檢查:
?
1、機架是否緊固、平、正、直。固定到機架上的部件是否“橫平豎直”,如果歪斜”,必須校正,沿機架測量對角線,對角線要相等
2、全部輥筒和托輥,必須與輸送帶的傳動方向成直角,并且彼此平行,轉動自
如,沒有損傷,油污和結垢物。
3、清潔度是帶子良好運行的基本條件,輥筒和托輥上任何物料的堆積都易破壞輥筒和托輥的垂直性,外來物質會形成一個新輥筒和帶輪面,造成帶子偏心,產生經向張力差異,影響帶子正確運行。
4、拆除刮板,橡膠裙邊和加料斗,或者把這些東西移運一點,以免妨礙輸送帶的安裝,裙邊片、料斗和刮板上的橡膠需要經過檢查。
5、絲杠張緊裝置調整到短的中心距位置,重力張緊裝置的輸送機要檢查其懸垂部和可移動部分的情況,必須保持輥筒與帶子運行方向成直角,然后把重力張緊裝置固定在高位置。
(四)輸送帶的安裝
1、帶卷到達安裝地點后,穿上芯軸安放到軸架上以利于開卷及穿引到輸送機上
2、穿引前定位帶卷時應注意上、下蓋膠表面的相對位置,如果底膠朝上需把帶子牽引到返回托輥上導開。
3、某些場合,空間舉架不允許使用帶卷,要將帶卷打開并折疊在一起時,要注意使所折帶子彎度足夠大,以免折傷或給帶子造成不應有的變形,折疊時絕不可以在帶子上放重物
4、用繩子和滑輪把輸送帶拉上輸送機。如果是更換帶,卸掉舊帶與安裝新帶可同時進行。切斷舊帶時如水平輸送機可在任意點進行,如果是傾斜輸送機,則應注意切斷點的選擇,以防止因輸送帶自重而下滑。
5、用機械方法或其他方法將新帶與舊帶連接起來,并將舊帶的另一端頭安裝在拖拉裝置上(卡車、拖拉機、絞車),邊開動機器邊將舊帶拖出,將新帶拉進到輸送機相應的位置上,保證膠帶不致過度扭轉和彎曲。
6、新輸送機膠帶的安裝,膠帶在輸送機上的位置放正后,用牽引夾持器夾住膠帶的一端,與繞托輥和輥筒的纜索連接在一起拖拉牽引膠帶盡可能平穩的繞在輸送機上。膠帶邊緣不得與機架碰擠,以免膠帶折疊,在連接頭和拉緊膠帶之前盡可能平直地將膠帶鋪放在托輥和輥筒上。
7、膠帶連接時,先要用夾具把膠帶恰當的固定在輸送機上,以免膠帶受到不必要的傷害,用絞車或者類似設備將另一端頭向這邊拉緊,拉緊的程度應以膠帶有足夠的張緊行程,在兩返回輥之間的膠帶沒有明顯的下垂為準。
(五)輸送帶的試車
輸送帶在安裝和接頭結束后進行試車,在某種意義上試車是一個調正托輥、輥筒和裝載條件的過程,以校正帶子的不同心跑偏傾向。輸送帶運行的基本原則一定要記住:帶子朝首先接觸的輥筒/托輥那端移動。影響帶子運行的因素是:
1、各種輥筒:從輸送機輥筒的中高度可獲得相對小的控制效應。中高度是在帶子長跨距,無支撐時(大約3M)接近帶輪有效。延長無支撐的跨距超過3米似乎并不增加輥筒中高度的效應,另一方面,如減少無支撐跨距長度,會減少帶輥筒中高度的效應。
所有的輥筒都應該是水平的,與預定的帶子路徑中心軸成90度,而不能作為一種調試運行的手段變換,但也有例外,當其它調試手段提供的校正不足時可以變換緩沖輥筒軸線。
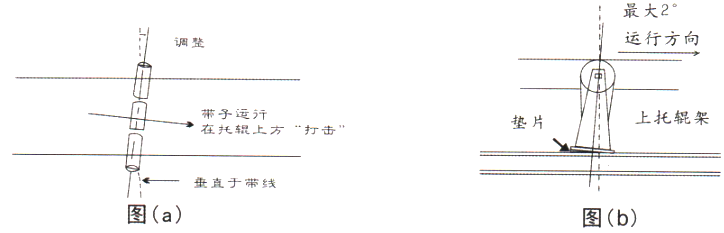
2、運載托輥:槽形托輥的行為像平行托輥一樣,帶子朝先接觸的托輥端移動,另外槽形托輥施加一個很大的重力導向力。因為是槽形結構,帶子的邊緣支撐在彎處,重力施加到帶子的高出部分,如果帶子不在槽輥的中心,一邊的重力會大于另一邊,有助于帶子在中心定位。用成槽托輥調正帶子運行一般叫做“打擊托輥”,在整條帶子沿輸送機某些部分朝一邊跑時是有效的,如圖(a)。以這種方式移動托輥應該在輸送機麻煩區前面伸展一定長度,一般地,在大約4.5—7.5M區域具有大的調正效應,但是以增加帶子和托輥之間滾動磨擦為代價,因此路徑垂直,而只有小數量的托輥移動用作一種調整方式。如果利用移動托輥,帶子被調整過度,應該向后移動同一托輥使帶子復原,不要在其他方向移動更多的托輥。顯然,這種托輥移動只是運行的一個方向有效,如帶子回行,在另一個方向是不利定向的。用成槽托輥調整帶子運行的另一種方式是,以帶子的運行方向向前傾斜成槽托輥(不超過2度),產生一種自對中效應。方法是把托輥架后腿墊上墊片如圖(b)。這種方法的優點是可以對托輥的兩側校正帶子的運動,因而對調整不穩定的帶子是實用的。
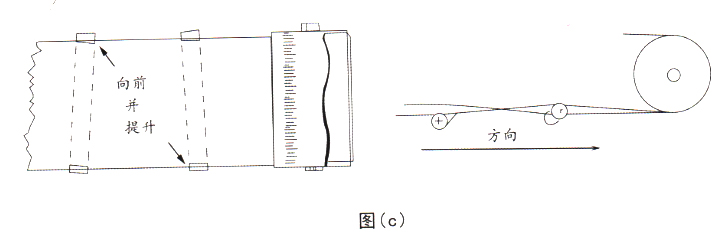
3、返回托輥:返回托輥是平的,在成斜槽輥的情況下不提供自對中作用。然而,移動它們的軸線打擊),相對于帶子的路徑而言,返回輥可以用來在一個方向提供恒定的校正效應。
當帶子接受尾輥時,稍微向前和抬高離尾輥近的返回輥的交替端會進一步的幫助帶子定中心如圖(c)。
?
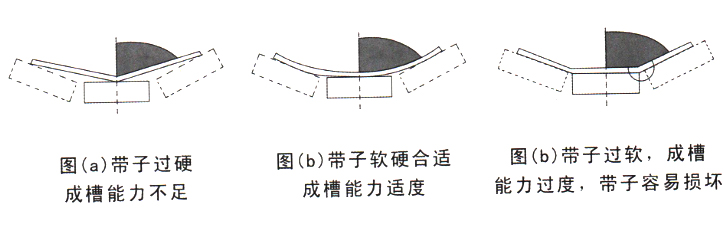
4、帶子本身:一條新安裝的帶子,如果沒有和承載托輥的中心有適中的接觸,或者帶子在長度方向存有彎度,帶子的正確運行將會困難。因此,要執行成槽能力設計
來避免這個麻煩,選擇合適的帶子。成槽能力的適合性如圖(a)(b)(c):
帶子存在有彎度,是內部經向張力不平衡的表現,當水平放置時通常呈“月牙”或“香蕉”形,帶子的彎度如果不大于0.5%,當正確張緊地,一般可以拉伸到正常。
?
?
?
5、輸送帶試車程序
1.試車前確認所有的輥筒,成槽托輥。返回托輥定中心很好。即水平安裝且中心
在一條直線上。
Ⅱ.確認輸送帶的兩面上所有工具等物已經清除。
Ⅲ.對膠帶進行預張拉緊,使輸送帶保持適當的起始拉力
Ⅳ.先進行空運轉試車,同時仔細調整,應該意識到,對膠帶跑偏的校正不能用瞎碰的方法,要耐心地,井井有條地進行。
V.開始移動帶子應該慢且間歇,以便可以迅速觀察到帶子跑偏的任何傾向,在發生損壞之前及時停止帶子運行。
?
?
Ⅵ.當輸送機是長中心安裝時,應該每隔一段安排人員觀察,并為他們提供有效的通訊方法,以便及時報告他們的觀察情況,或及時停止帶子運行。
Ⅶ.帶子的初始運動將提供需要校正的類型和位置的指示,第一個要校正的位置必須是帶子有損壞危險的地方,一旦帶子所有危險點清除,即可進行一系列的調整操作。
Ⅷ.調試進行的順序是首先調整返回側朝向尾輥筒的運行,然后按帶子運行方向調整上側面(輸送面)。可以采用以下步驟
1、在帶子運行方向從托輥到托輥運動:
2、一次只移動一個托輥(移動相繼的托輥或許引起過校正):
3、進行輕微調整而不是極度調整
4、在進行下一步調整之前至少要等待三個回轉;
5、盡量不調整輥筒,輥筒應保持與帶子運行垂直,只有在所有調整方法無效的情況下改變;
6、上側面(輸送面)的調偏工作應從尾部輥筒開始往頭部調正,可以采用自動調正托輥防止膠帶跑偏,通常,自動調正托輥效果好的位置在靠近輥筒且離輥筒10-15米
的地方。如果空帶子在上部運行成槽容易,那么其運行傾向不會不穩定。
Ⅸ.張緊對在那一點的帶子運轉具有強烈影響。因為它隨帶子長度變化而運動,引起不良對中,因此必須在其運行中導向,以使帶輥筒軸保持水平。
Ⅹ.空載帶調試滿意了,開始加載調試,加載量要逐漸増,直到滿載。理想的條件是物料從斜槽到帶子幾乎以同一速度和運行方向通過,誤差每分鐘1.5-3米,這樣帶子的沖擊量小。裝載時出現失調通常是由于偏離中心裝載或者是物料在緩沖輥筒和返回托輥上積累。因此應該再一次調整,改進初調,補償非中心負荷,這里需要綜合考慮,空載和滿載時糾偏變化要盡可能小。輸送帶的“跑偏”和“串動”(交替出現的跑偏)好為零,但這一點很難實現。按德國工業標準D|N22102-1991及22131-1988的規定,織物芯輸送帶和鋼絲繩輸送帶允許的跑偏量為
輸送帶寬m ? ?跑偏量m
≤800 ? ? ? ? ? ??±40
>800-1400 ? ? ±5%
1600-3200 ? ? ?±7.5
帶子的正確運行問題應該從系統的觀點進行研究。可能正巧是帶子出了問題,然而更多的只是反應出結構問題或系統不協調,輸送帶只是一種指示器
?

微信公眾號

視屏號